




















































































































































技術中心2025-11-07
概述
在工件的加工過程中,工件裝卸、刀具調整等輔助時間,占加工周期中相當大的比例,對刀儀其中刀具的調整既費時費力,又不易準確,最后還需要試切。統計資料表明,一個工件的加工,純機動時間大約只占總時間的55%,裝夾和對刀等輔助時間占45%。因此,對刀儀便顯示出極大的優越性。
對刀儀主要由刀尖接觸傳感器、擺臂及驅動裝置等組成,具有對刀和刀具補償的功能 。對刀儀的對刀臂規格適用于選擇6~24in的卡盤,配有的刀方為16、20、25、32、40、50mm刀具的探針。 對刀儀配有精密的測頭,小型而堅固的測頭適裝多種探針,并可在X-Z面上工作360度全測量--Y軸同樣適應。
工作原理
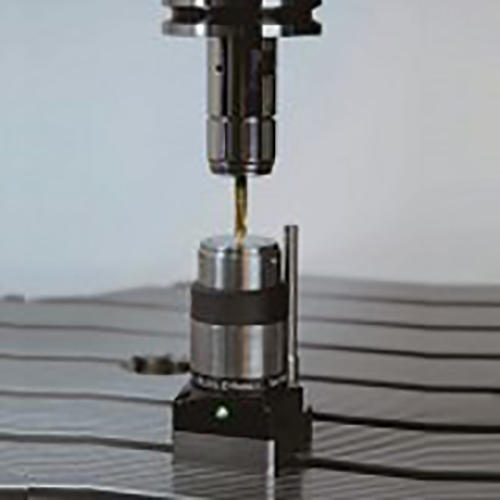
對刀儀的核心部件是由一個高精度的開關(測頭),一個高硬度、高耐磨的硬質合金四面體(對刀探針)和一個信號傳輸接口器組成(其他件略)。四面體探針是用于與刀具進行接觸,并通過安裝在其下的撓性支撐桿,把力傳至高精度開關;開關所發出的通、斷信號,通過信號傳輸接口器,傳輸到數控系統中進行刀具方向識別、運算、補償、存取等。
數控機床的工作原理決定,當機床返回各自運動軸的機械參考點后,建立起來的是機床坐標系。該參考點一旦建立,相對機床零點而言,在機床坐標系各軸上的各個運動方向就有了數值上的實際意義。
對于安裝了對刀儀的機床,對刀儀傳感器距機床坐標系零點的各方向實際坐標值是一個固定值,需要通過參數設定的方法來精確確定,才能滿足使用,否則數控系統將無法在機床坐標系和對刀儀固定坐標之間進行相互位置的數據換算。 當機床建立了“機床坐標系”和“對刀儀固定坐標”后(不同規格的對刀儀應設置不同的固定坐標值),對刀儀的工作原理如下:
1、機床各直線運動軸返回各自的機械參考點之后,機床坐標系和對刀儀固定坐標之間的相對位置關系就建立起了具體的數值。
2、不論是使用自動編程控制,還是手動控制方式操作對刀儀,當移動刀具沿所選定的某個軸,使刀尖(或動力回轉刀具的外徑)靠向且觸動對刀儀上四面探針的對應平面,并通過撓性支撐桿擺動觸發了高精度開關傳感器后,開關會立即通知系統鎖定該進給軸的運動。因為數控系統是把這一信號作為高級信號來處理,所以動作的控制會極為迅速、準確。
3、由于數控機床直線進給軸上均裝有進行位置環反饋的脈沖編碼器,數控系統中也有記憶該進給軸實際位置的計數器。此時,系統只要讀出該軸停止的準確位置,通過機床、對刀儀兩者之間相對關系的自動換算,即可確定該軸刀具的刀尖(或直徑)的初始刀具偏置值了。換一個角度說,如把它放到機床坐標系中來衡量,即相當于確定了機床參考點距機床坐標系零點的距離,與該刀具測量點距機床坐標系零點的距離及兩者之間的實際偏差值。
4、不論是工件切削后產生的刀具磨損、還是絲杠熱伸長后出現的刀尖變動量,只要再進行一次對刀操作,數控系統就會自動把測得的新的刀具偏置值與其初始刀具偏置值進行比較計算,并將需要進行補償的誤差值自動補入刀補存儲區中。當然,如果換了新的刀具,再對其重新進行對刀,所獲得的偏置值就應該是該刀具新的初始刀具偏置值了。
對刀儀的作用
1、在±X、±Z及Y軸五個方向上測量和補償刀偏值在五個方向上進行刀偏值的測量和補償,可以有效地消除人工對刀產生的誤差和效率低下的問題。不管是采用何種切削刀具(外圓、端面、螺紋、切槽、鑊孔還是車削中心上的銑、鉆削動力刀具),進行工件輪廓車削或銑削時,所有參與切削的刀尖點或刀具軸心線,都必須通過調整或補償,使其精確地位于工件坐標系的同一理論點或軸心線上。對動力型回轉刀具,除要測量并補償刀具長度方向上的偏置值外,同時還要測量和補償刀具直徑方向上的偏置值(刀具以軸心線分界的兩個半徑的偏置值)。否則機床無法加工出尺寸正確的工件。 在沒有安裝對刀儀的機床上,每把刀具的偏置值,是對每把刀具進行仔細的試切后,對工件尺寸進行測量、計算、補償(手工對刀)才可得出,費時費力,稍不小心還會報廢工件。當更換刀具后,這項工作還要重新進行。因而,對刀是占用機床輔助時間最長的工作內容之一。使用了對刀儀的機床,因對刀后能夠自動設置好刀具對工件坐標系的偏置值,從而自動建立起工件坐標系。在這種情況下,加工程序中就無需再用“G50指令”來建立工件坐標系了。
2、加工過程中刀具磨損或破損的自動監測、報警和補償
在沒有安裝對刀儀的機床上完成磨損值的補償是很麻煩的,需要多次停下機床對工件的尺寸進行手工測量,還要將得到的磨損值手動修改刀補參數。安裝對刀儀后,這個問題就簡單多了,特別是安裝HPPA型或HPMA型后更為方便。前者,只要根據刀具的磨損規律,干完一定數量的工件后停下機床,用對刀儀再進行一遍對刀的過程即可;后者,只要在程序中設定完成多少個加工循環后執行一次自動對刀,即可完成刀補工作。對于刀具破損報警或刀具磨損到一定程度后更換,是根據刀具允許的磨損量,設定一個“門檻值”,一旦對刀儀監測到的誤差超過門檻值,即認為刀具已破損或超過了允許的磨損值,則機床自動報警停機,然后強制進行刀具的更換。
3、機床熱變形引起的刀偏值變動量的補償
機床在工作循環過程中,產生的各種熱量,導致機床的變形特別是絲杠的熱伸長,使刀尖位置發生的變化,其結果是加工工件的尺寸精度會受到影響。在機床上安裝對刀儀,上述問題可迎刃而解。無非是把這種由熱變形產生的刀尖位置變化,視為刀具的磨損值,通過對刀儀來測量這種刀具偏置值,即可解決。
對刀儀的優點1、快速測量、修正刀具長度和直徑偏置值;2、雙色LED指示燈持續顯示系統的工作狀態;3、避免手工對刀的人為介入誤差;4、保證首件的準確尺寸精度;5、進行刀具折斷檢測、防止產生廢品;6、縮短機床輔助時間、提高生產效率;當在使用對刀儀時,使刀尖與傳感器相接觸,則刀具補償值自動置入刀。
?
?
對刀精度
根據有關資料及實踐證明,對刀儀測頭重復精度1μm;15英寸以下卡盤,手臂旋轉重復精度5μm。 18英寸及其以上卡盤的大規格,對刀臂的重復精度能達到8μm。這一精度可以滿足大部分用戶的需要而不需試切。對刀儀的使用,減少了機床的輔助時間,降低了返工和廢品率,若配合雷尼紹LP2工件測頭一起使用,可顯著提高機床效率和加工精度。
對刀儀的種類
1、插拔式手臂
HPRA的特點是對刀臂和基座可分離。使用時通過插拔機構把對刀臂安裝至對刀儀基座上,同時電器信號亦連通并進入可工作狀態;用完后可將對刀臂從基座中拔出,放到合適的地方以保護精密的對刀臂和測頭不受灰塵、碰撞的損壞,適合小型數控車床用。
2、下拉式手臂
HPPA的特點是對刀臂和基座旋轉聯接,是一體化的。使用時將對刀臂從保護套中擺動拉出,不用時把對刀臂再收回保護套中,不必擔心其在加工中受到損壞。不必頻繁地插拔刀臂,避免了頻繁插拔引起的磕碰。
3、全自動對刀臂
HPMA的特點是,對刀臂和基座通過力矩電機實現刀臂的擺出和擺回與HPPA的區別是加了力矩電機,提高了自動化程度。更重要的是可把刀臂的擺出、擺回通過M代碼編到加工程序中,在加工循環過程中,即可方便地實現刀具磨損值的自動測量、補償和刀具破損的監測,再配合自動上下料機構,可實現無人化加工。
使用方法
1 、標準零點
將數顯表后面板上的“電源”開關撥到指定位置,數顯表亮,儀表進行自檢,自檢完成后,數顯表顯示“x.xxx”即進入工作狀態。
轉動主軸,使零點棒側面鋼球的輪廓線達到最清晰位置。移動X坐標,使鋼球的輪廓線與光屏的垂直線相切,按數顯表上的“X”鍵,再按數字鍵,置入零點棒所刻R值(此時X坐標的指示燈D應不亮,則測出的是半徑值,若此時指示燈亮,應按一下”R/D”鍵;數顯表的功能及使用方法詳見其使用說明書),按“ENTER”鍵,使輸入值進入內存。
移動Z坐標,使零點棒頂端鋼球的最高點與投影屏的水平線相切,按“Z”鍵,再按數字鍵置入零點棒所刻的L值,按“ENTER”鍵,使輸入值進入內存。
零點校對完成后,取出零點棒,放入箱中。
2 、被測刀具X、Z坐標尺寸的測量
將被測刀具的錐柄擦凈后,插入主軸錐孔,開關一次“鎖緊”開關將刀具鎖緊,移動立柱及垂直滑板,使被測刀具的最高點分別對準光屏的水平及垂直刻線,此時數顯表顯示的X、Z值即刃口半徑值和軸向長度值。
3 、刀尖投影角度測量
需要測量刀尖的投影角度時,轉動滾花輪,使分劃扳上的某條十字線與刀尖投影輪廓的一邊重合,通過影屏及分劃板游標的角度線讀出一角度值;再轉動滾花輪,使同一條線與刀尖投影輪廓的另一邊重合,再讀出另一角度值,兩次讀數之差即為刀尖的角度值。
4、 使用說明
(1)儀器零點校正好后,斷電再開機仍可保留原置入數,但必須注意,斷電后不能移動坐標,否則將造成測量值錯誤。為了確保測量準確無誤,即使斷電后未移動坐標,每次開機時也需重新校對一次零點。
(2)在儀器上測量好的刀具仍需要在機床上進行適切,找出儀器測量值與加工后工件的實際尺寸之間的變化規律,積累經驗,以便進行修正。
(3)若需更換燈泡,先關閉影屏電源,退出螺釘,將連接套拿下,拔出燈泡,插入新燈泡;將連接套重新放回,接通電源,檢查影屏視場照明是否明亮、均勻,否則松開螺母轉動連接套,使連接套上下左右轉動,調好后用螺釘及螺母鎖緊;必要時可松開螺釘,前后移動聚光鏡,調好后將其固定。風扇可散發燈泡的熱量。
維護保養
1 在運輸、安裝和使用過程中應注意防震、防塵和防潮。
2 外露光學零件應保持清潔,如有灰塵或其他污物,可用洗耳球吹掉,或用小木棍兒裹脫脂棉沾少量酒精或汽油輕輕擦拭,切勿用手或棉紗等擦拭。
3 光學、電器部件不得隨意拆卸,如有故障應由專人負責修理,在拔插光柵插頭時必須先關閉電源,以免損壞光柵傳感器和電源。
4 儀器無防護層的表面,如主軸錐孔、端面及零點棒錐面應仔細維護,防止磕碰及銹蝕,不用時應用優質汽油擦干凈,涂上防銹油。
5 視使用頻繁程度,每隔三~六個月,打開立柱防塵罩,通過滾動導軌滑塊上的油杯注入少許20號機油。松開防塵罩旋鈕,將防塵罩推開露出油杯后,在油杯內及絲杠上加入少量潤滑油。
?






