




















































































































































技術(shù)中心2025-11-13
FANUC數(shù)控系統(tǒng)加工中心的操作
VPl050型加工中心是一臺龍門結(jié)構(gòu)立式加工中心,配置FANUC O—M數(shù)控系統(tǒng),刀庫容量為24把,可實現(xiàn)3軸聯(lián)動控制,工件一次裝夾后可自動完成銑、鏜、鉆、鉸、锪、攻螺紋等多道工序的加工。適用于各種中、小型機床零件和具有復雜型腔的模具零件的加工。加工中心的各種功能是通過操作控制面板來實現(xiàn)的。控制面板分為數(shù)控系統(tǒng)操作面板(CRT/MDI面板)、機械操作面板和刀庫手動操作面板。
1.FANUC 0一M數(shù)控系統(tǒng)操作面板(CRT/MDI面板)
CRT/MDI面板由顯示屏和鍵盤組成,可進行人與數(shù)控系統(tǒng)間的對話,實現(xiàn)對數(shù)控系統(tǒng)的控制。圖1-25所示是VPl050型加工中心FANUC O—M系統(tǒng)的CRT/MDI面板。
顯示屏能夠顯示加工程序、坐標系、刀具實際位置、刀具參數(shù)、機床參數(shù)、報警信息等。
鍵盤上的控制鍵按其用途不同可分為主功能鍵、數(shù)據(jù)輸入鍵、程序編輯鍵等,主功能鍵的功能見表1-4,其他控制鍵的功能見表1-5。
控系統(tǒng)加工中心的操作")
控系統(tǒng)加工中心的操作")
控系統(tǒng)加工中心的操作")
2.外部機床操作面板
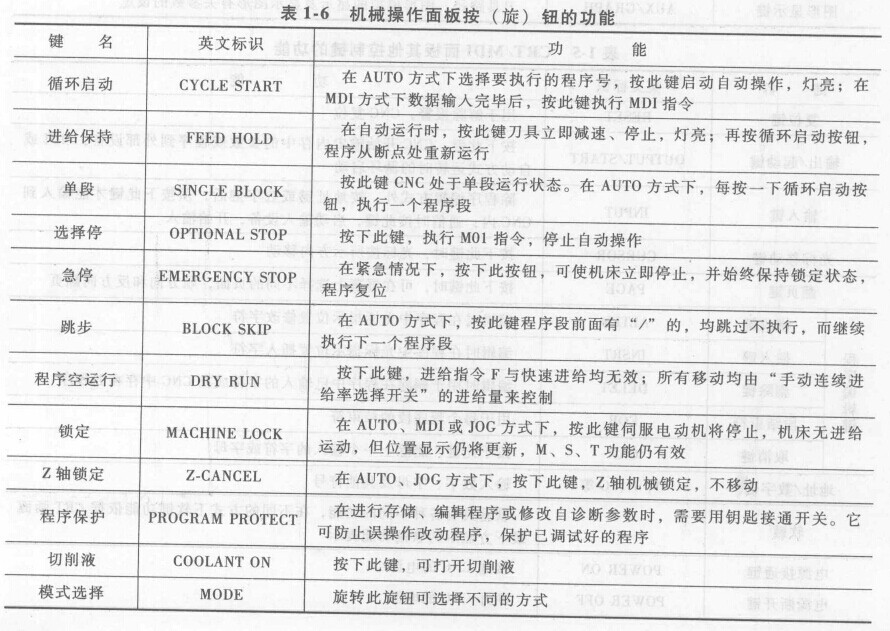
(1)機械操作面板 機床的類型不同,其機械操作面板上開關(guān)的功能及排列方式也有所差異。開關(guān)的形式有按鈕、旋鈕等。VP1050型立式加工中心的機械操作面板如圖1-26所示,電源通、斷按鈕設置在CRT/MDI面板上,而其他大多設置在機械操作面板上。操作按(旋)鈕的功能見表1—6。
控系統(tǒng)加工中心的操作")
(2)刀庫手動操作面板刀庫手動操作面板在刀庫手動操作模式下操作才有效。刀庫手動操作面板如圖1-27所示,操作按鈕的功能見表1-7.
控系統(tǒng)加工中心的操作")
控系統(tǒng)加工中心的操作")
3.加工中心基本操作
(1)手動操作
1)手動返回參考點操作(操作面板如圖1-28所示)。參考點又稱為機械原點,是機床的測量基準。執(zhí)行返回參考點的操作是為了建立機床坐標系。其操作步驟如下:
控系統(tǒng)加工中心的操作")
①將模式選擇按鈕MODE置于回參考點HOME位置。在HOME方式下分別按下各軸方向鍵,可使各軸移到參考點。
②按一下X+/X-鍵,則X軸會向參考點移動。此時X軸回參考點指示燈閃爍,直到X軸回到參考點時才停止閃爍,X軸回參考點指示燈亮。此時X軸的機械坐標值為0。
③Y、Z、4軸回參考點操作方式與x軸相同。
此外,還可以按所有軸返回參考點鍵ZYX4HOME回參考點。操作時,按ZYX4 HOME鍵,各軸依Z、Y、X、4軸的順序返回參考點。這時鍵燈閃爍,直到所有軸都在參考點的位置才停止閃爍,并保持燈亮。
注意:在進行回參考點操作之前,應把模式選擇旋鈕旋到HANDLE、JOG或RAPID方式上,并將各軸位置移動離開各軸原點100mm以上。
2)手動慢速進給操作(操作面板如圖1—29所示)。其操作步驟如下:
①將模式選擇旋鈕MODE置于手動JOG位置。
②調(diào)整進給速率修調(diào)開關(guān),選擇進給速度。通過旋轉(zhuǎn)旋紐,進給速度可在0—1260mm/min的范圍內(nèi)選擇,誤差不超過±3%。
③按住各軸的移動按鈕開始移動,松開則停止,例如按X+鍵,則x軸以調(diào)定的進給速度向X+方向移動。Y、Z軸操作方式與X鈾相同。
3)手動快速進給操作(操作面板如圖1—30所示)。其操作步驟如下:
①將模式選擇按鈕MODE置于快遞RAPID位置。在此模式下,各軸的進給操作方式與上述慢速進給操作相同。
②調(diào)整快速進給速度調(diào)整開關(guān),選擇進給速度。通過旋轉(zhuǎn)旋鈕,快速進給速度可在如下范圍內(nèi)變化:
X軸:0—20000mm/min。
Y軸:0—20000mm/mln。
Z軸:0—12000mm/min。
控系統(tǒng)加工中心的操作")
4)手搖脈沖發(fā)生器(手輪)進給操作(操作面板如圖1—31所示)。其操作步驟如下:
①將模式選擇旋鈕MODE置于手輪HANDLE位置。在此方式下.可搖動手輪,使X、Y、Z軸中任一軸移動。
②選摔移動軸。使用手輪時每次只能單軸操作,由移動軸選擇旋鈕來選定手輪操作軸。
③選擇移動量。通過倍率選擇旋鈕,確定移動的增量,手輪旋轉(zhuǎn)一格,軸向移動位移可以是0.001mm、0.01mm、0.1mm這3種增量之一。
④搖動手輪。順時針旋轉(zhuǎn)手輪,使某一移動軸向“+”坐標方向移動;逆時針旋轉(zhuǎn)手輪,則使某一移動軸向“-”坐標方向移動。
5)主軸轉(zhuǎn)動手動操作(操作面板如圖1—32所示)。其操作步驟如下:
①將模式選擇技鈕MODE置于HANDLE、RAPID、JOG或HOME中任一位置。
②由下列4個鍵控制主軸轉(zhuǎn)動:
主軸正轉(zhuǎn)按鍵CW:按下此鍵,主軸正轉(zhuǎn),按鍵內(nèi)燈亮。
主軸反轉(zhuǎn)按鍵CCW:按下此鍵,主軸反轉(zhuǎn),按鍵內(nèi)燈亮。
主軸停止按鍵STOP:按下此鍵,主軸停止轉(zhuǎn)動,只要主軸沒有轉(zhuǎn)動,此按鍵內(nèi)的燈就會亮。
主軸定位按鍵ORIENTATION按下此鍵,主軸做定位動作,主軸定位后按鍵內(nèi)燈亮。
控系統(tǒng)加工中心的操作")
(2)MDI運行 MDI是Manual Data Input(手動數(shù)據(jù)輸入)的縮寫。該功能允許通過
CRT/MDI面板輸入一個或幾個程序段并被執(zhí)行。在MDI方式下最多可編輯5個程序段,程序的格式與通常的程序一樣。
MDI方式的操作步驟如下:
1)手動程序輸入。
①將模式選擇旋鈕MODE置于手動數(shù)據(jù)輸入MDI位置。
②按下CRT/MDI面板上的PRGRM主功能鍵,則CRT畫面顯示如圖1—33所示。
控系統(tǒng)加工中心的操作")
③選擇程序屏幕,輸入程序。程序號O0000被自動輸入;程序編輯方式同EDIT編輯方式;程序最后一單段是M02或M30,該指令可自動復位暫存的資料,避免影響后續(xù)操作和程序執(zhí)行錯誤。
④要完全刪除在MDI方式中編輯的程序時,可先按地址鍵O,再按DELET錠或RESET鍵。
2)程序執(zhí)行。
①將光標移動到程序頭(也可由中途操作),按CRT/MDI面板上的START鍵或機械操作面板上的CYCLE START鍵.即可運行程序。執(zhí)行到程序結(jié)束語句后,程序運行結(jié)束并自動清除。
②若要中途停止MDI運行;可按下機械操作面板上的進給保持鍵RESET,停止進給;再按下循環(huán)啟動鍵CYCLE START,程序又接著運行。
③若要結(jié)束MDI運行:可按下CRT/MDI面板上的復位鍵RESET,終止自動運行,進入復位狀態(tài)。在加工中心運動過程中執(zhí)行復位操作時,機床會減速直至停止。
(3)程序的管理 程序管理主要包括程序的輸入、編輯、刪除等操作。這些操作一般在EDIT模式下進行。
1)程序的輸入。
①將模式選擇旋鈕MODE置于編輯EDIT位置。
②按PRGRM鍵。
③輸入地址碼O及程序號。
④按INSRT鍵,完成程序號的建立。
⑤輸入程序的各個程序段,按INSRT鍵,完成程序內(nèi)容的輸入。
2)程序的編輯、刪除。
①將模式選擇旋鈕MODE置于編輯EDIT位置。
②按PRGRM鍵。
③輸入地址碼O及要編輯、刪除的程序號。
④若刪除程序,則按DELET鍵;若編輯程序,則選擇要編輯的程序,進行字的插入、替換、刪除等編輯操作。
(4)自動運行 這種方式是運行已存儲到數(shù)控系統(tǒng)內(nèi)存中的程序。輸入已編制好的程序到存儲器,選擇需要的程序并按下機械操作面板上的循環(huán)啟動鍵CYCLE START,程序自動運行,具體操作步驟如下:
1)輸入巳編制的程序到內(nèi)存。
2)按下存儲器方式選擇鍵PROGRAM,顯示程序屏幕。
3)從存儲的程序中選擇要執(zhí)行的程序。
4)將模式選擇旋鈕MODE置于自動AUTO位置。
5)按下機械操作面板上的循環(huán)啟動鍵CYCLE STAET,程序自動運行,CYCLE START鍵內(nèi)的燈亮。
6)若要中途停止或結(jié)束自動運行,其操作方式與MDI相同。
(5)刀庫操作
1)自動換刀。在AUTO方式和MDI方式下,可以完成自動換刀動作。在AUTO方式下,讀到程序中的“T_M06”程序段,或者在MDI方式下,輸入“T _M06”程序段,啟動運行,則可自動執(zhí)行還刀、選刀、取刀動作。
2)刀庫手動操作。需要手動操作時.將刀庫手動操作面板的鑰匙開關(guān)轉(zhuǎn)到手動模式MANUAL;將刀庫單動選擇旋鈕旋到不同的位置,可實現(xiàn)單項動作,運行時按刀庫手動起動鍵MANUAL STEP;刀庫手動操作結(jié)束,需將鑰匙開關(guān)轉(zhuǎn)回鎖定(LOCK)位置,再按錯誤消除鍵FAULT RESET,F(xiàn)AULT RESET鍵內(nèi)燈滅表示換刀機構(gòu)已恢復至初始狀態(tài)。
4.加工中心的操作步驟
(1)開機
1)開機前的檢查。檢查加工中心潤滑油泵中的潤滑油是否充足。切削液是否足夠,系統(tǒng)控制柜是否關(guān)好等。
2)接通控制柜上的控制開關(guān)。
3)按下控制面板上的接通鍵POWER ON,系統(tǒng)啟動。
4)按下CRT/MDI面板上的復位鍵RESET,系統(tǒng)自檢后在CRT上出現(xiàn)位置顯示畫面。
(2)回參考點 在執(zhí)行了回參考點的操作后,加工中心自動建立機床坐標系。具體操作步驟見本節(jié)“手動返回參考點操作”部分。
(3)建立工件坐標系 根據(jù)需要和操作習慣,用G92設定工件坐標系或者用G54—G59選擇工件坐標系。
(4)刀具的選擇、參數(shù)的設置及補償值的輸入
(5)輸入程序 可從外部輸入;也可以直接用鍵盤在CRT/MDI面板上輸入;若程序簡單、不重復使用,可采用MDI方式輸入。
(6)編輯程序 若輸入的程序還需要進行修改,則將模式選擇旋鈕旋至編輯位置,對程序進行編輯。
(7)校驗程序 在對工件進行實際加工之前,還需要對編輯的程序予以校驗,檢驗加工程序是否有詞句錯誤,以及機床是否按既定的加工程序運行。
校驗程序時可按下MACHINE LOCK鍵,將機床的所有機械軸鎖定;或者按下Z—CAN—CEL鍵,將機床的Z軸鎖定;或者使用MST LOCK軟鍵,輔助功能鎖定開關(guān)為0N,M、S、T指令將被禁止不能執(zhí)行。
(8)自動加工 加工程序經(jīng)校驗正確無誤后,在自動AUTO模式或手動數(shù)據(jù)輸入MDI模式上按下循環(huán)啟動鍵CYCLE START進行加工。程序運行結(jié)束后循環(huán)啟動指示燈滅,機床停止運動。
(9)關(guān)機 按下控制面板上的斷開鍵POWER OFF,切斷CNC系統(tǒng)的電源,最后切斷機床的電源。
5.程序傳榆方式
編程人員制作完成加工程序后,尤其是利用CAD/CAM軟件自動編寫的程序,需將程序傳輸?shù)綑C床。目前采用的程序傳輸方式主要有以下3種:
1)將程序存儲至磁帶、磁盤等存儲介質(zhì).利用磁帶機、磁盤驅(qū)動器等作為輸入/輸出裝置,把輸入到CNC系統(tǒng)的程序存在存儲器中。
2)Rs-232串行通信方式。在微型計算機和機床上均設有Rs-232串行通信端口,近期出品的CNC系統(tǒng)大多采用具有25針D型的RS—232C串行接口。
3)DNC網(wǎng)絡通信方式。DNC原是指分布式數(shù)控系統(tǒng),即用一臺微型計算機控制多臺數(shù)控機床,而現(xiàn)在的NDC又被賦予了新的功能,級數(shù)控系統(tǒng)能夠一邊接收程序一邊進行切削加工。
FANUC O—M系統(tǒng)采用的是ES—232C串行接口。
6.常見報警的處理
VPl050型加工中心常見的報警信息及處理方法如下:
(1)機床回原點時出現(xiàn)520號報警信息
故障現(xiàn)象:機床回原點時,Y軸出現(xiàn)超程報警。
故障分析:系統(tǒng)的參數(shù)設置不夠合理,機床回原點的軟極限限位值過小。
處理方法:在MDI方式下,按診斷鍵找到機床參數(shù)設置修改密碼設定字PWS,將其值改為1,按翻頁鍵,找出機床參數(shù)表的第701號參數(shù).將參數(shù)值由2000改為20000,甚至更大一些,重新回參考點即可。返回到參考點之后,重復上述操作,將第70l號參數(shù)恢復為原來機床設定的值,關(guān)機,重新開機。
(2)系統(tǒng)出現(xiàn)1041號報警信息
故障現(xiàn)象:JOG方式下,主軸安裝刀具,有時出現(xiàn)l041號報警。
故障分析及處理:出現(xiàn)104l號報警是因為壓縮空氣壓力不足,檢查空壓機工作是否正常,氣壓壓力表指示氣壓是否符合要求,氣壓管路有無破損漏氣現(xiàn)象。若故障為有時出現(xiàn),有可能是壓力開關(guān)設定不良、接觸不好所致。若壓力開關(guān)及開關(guān)設定均沒有問題,則查看主軸拉刀動作,檢查確認主軸拉刀是否到位的行程開關(guān)是否松動,若是這個原因,將行程開關(guān)調(diào)整到位擰緊即可。 ’
(3)系統(tǒng)出現(xiàn)90號報警信息
故障現(xiàn)象:機床不能正常返回原點,出現(xiàn)90號報警。
故障分析及處理:故障的原因大多是脈沖編碼器的信號未能輸入到CNC系統(tǒng),如脈沖編碼器斷線或脈沖編碼器的連接線接觸不好,還有可能是返回機床原點時的起動點離原點太近。返回前手動移動各軸使其與原點達到合適的距離即可消除該種情況的報警。
(4)出現(xiàn)409號報警信息
故障現(xiàn)象:加工中心在切削加工過程中,出現(xiàn)409號報警,主軸停轉(zhuǎn)。
故障分析:加工中心在切削加工過程中,由于切削量大、切削速度高,超出主軸所能承受的負荷能力,造成主軸過載。
處理方法;關(guān)機后重新起動加工中心,將切削量和切削速度調(diào)小,即可解決主軸停轉(zhuǎn)問題。
(5)出現(xiàn)冷卻報警
故障現(xiàn)象:加工中心在運行過程中出現(xiàn)冷卻報警。
故障分析:由于VP050加工中心冷卻電動機采用的是日本生產(chǎn)的三相交流異步電動機.頻率為60Hz,而國內(nèi)供電電壓頻率是50Hz,這種情況下,即便電動機不過載,也會因為供電電壓頻率與電動機額定頻率不符而造成冷卻電動機電路中的熱繼電器動作。
處理方法;關(guān)閉加工中心,將熱繼電器復位,可暫時解決問題。最好的辦法是將電動機更換成額定頻率為50Hz的交流異步電動機。
FANUC數(shù)控系統(tǒng)加工中心的操作由思誠資源網(wǎng)提供,你還可以了解BLUM波龍在線測量






