




















































































































































技術中心2025-11-13
摘要:在零件的數控加工中,對刀操作是基本要領。而深入認識對刀原理有助于編程加工的正確操作和相關參數的正確設置。本文以GSK980Tdb數控車床和Fanuc數控銑床為例,對控機床對刀原理作了理論上的探討和應用舉例。
1.問題的提出
在一次校企合作培訓中,該公司大多數數控學習者知道數控機床對刀操作,但對數控機床對刀原理不知其所以然,有時出現一些莫名其妙的錯誤,導致產品超差報廢。本文以數控車床和數控銑床為例,闡述有關數控機床對刀原理。
因為刀位點的位置坐標計算是以工件坐標系(或編程坐標系)的原點為參考來進行計算的,而刀具的運動是以機床坐標系的原點為參考的,如果刀具要有明確的運動,就必須知道刀具的刀位點運動到給定的編程坐標時,相對應的機床坐標是多少。換句話來說,工件裝夾在機床上后,工件坐標系相當于機床坐標系的一個子坐標,只有確定兩個坐標之間的偏置關系,才能完成兩個坐標系之間坐標的轉換(將刀位點在編程坐標系里的坐標轉換成機床坐標系里面的坐標),刀具才有明確的運動,而這一偏置關系是通過對刀來實現的。



1.問題的提出
在一次校企合作培訓中,該公司大多數數控學習者知道數控機床對刀操作,但對數控機床對刀原理不知其所以然,有時出現一些莫名其妙的錯誤,導致產品超差報廢。本文以數控車床和數控銑床為例,闡述有關數控機床對刀原理。
(1)數控車床對刀原理。對刀的目的是確定工件坐標系與機床坐標系的相互位置關系。工件裝夾在機床上后,工件(工件坐標系)的位置在機床坐標系中是具體的,這一具體的位置是通過對刀操作來確定的。
因為刀位點的位置坐標計算是以工件坐標系(或編程坐標系)的原點為參考來進行計算的,而刀具的運動是以機床坐標系的原點為參考的,如果刀具要有明確的運動,就必須知道刀具的刀位點運動到給定的編程坐標時,相對應的機床坐標是多少。換句話來說,工件裝夾在機床上后,工件坐標系相當于機床坐標系的一個子坐標,只有確定兩個坐標之間的偏置關系,才能完成兩個坐標系之間坐標的轉換(將刀位點在編程坐標系里的坐標轉換成機床坐標系里面的坐標),刀具才有明確的運動,而這一偏置關系是通過對刀來實現的。
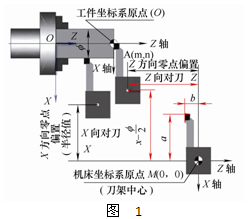
以試切對刀為例,對GSK980Tdb數控車床對刀原理作一個簡單的介紹。
如圖1所示,設刀具在X方向和Z方向的長度分別為a、b(相對于刀架中心,a、b不一定要有確定的數據),試切外圓后刀具直徑為φ,X方向零點偏置為x(負值);試切端面后,Z方向零點偏置為z(負值)。
刀具運動到編程坐標系原點時的機床坐標為(2x―φ,z)(這一坐標數據經控制面板在刀補中通過輸入“Xφ”和“Zo”由數控系統自動計算獲得并儲存),而工件坐標系原點在機床坐標系中的位置為(2x-φ-a,z-b)。
設工件坐標系(或編程坐標系)中刀位點任意一點的編程坐標為A(m,n),則將此點坐標轉換到機床坐標系里面的坐標為(2x-φ-a+m,z-b+n),而此時相應的機床坐標(刀架中心)為(2x-φ-a+m+a,z-b+n+b),即(2x-φ+m,z+n)(與刀具長度無關),此時刀具有明確的機床運動坐標。
所以對刀操作后,通過刀補的設定,便能確定任意刀具刀位點到達工件坐標系原點時的機床坐標(2x-φ,z),從而完成兩個坐標系之間坐標的轉換,并且確定相對應的機床坐標,此時刀具有明確的機床運動。
(2)數控銑床對刀原理。數控銑床對刀原理和數控車床對刀原理相似,通過對刀確定工件坐標系與機床坐標系之間的空間位置關系,并將對刀數據輸入到相應的存儲位置。
參考前述數控車床對刀原理可以看出,對刀操作的實質是確定任意刀具刀位點到達工件坐標系原點時的機床坐標,并記錄在機床里面,從而完成兩個坐標系之間坐標的轉換,并且確定相對應的機床坐標,此時刀具有明確的機床運動。下面以Fanuc數控銑床XK7145A兩種情況為例,將工件坐標系的原點設置在長方體工件上表面的中心處(見圖2),簡要介紹其對刀基本原理。
設工件坐標系(或編程坐標系)中刀位點任意一點的編程坐標為A(m,n),則將此點坐標轉換到機床坐標系里面的坐標為(2x-φ-a+m,z-b+n),而此時相應的機床坐標(刀架中心)為(2x-φ-a+m+a,z-b+n+b),即(2x-φ+m,z+n)(與刀具長度無關),此時刀具有明確的機床運動坐標。
所以對刀操作后,通過刀補的設定,便能確定任意刀具刀位點到達工件坐標系原點時的機床坐標(2x-φ,z),從而完成兩個坐標系之間坐標的轉換,并且確定相對應的機床坐標,此時刀具有明確的機床運動。
(2)數控銑床對刀原理。數控銑床對刀原理和數控車床對刀原理相似,通過對刀確定工件坐標系與機床坐標系之間的空間位置關系,并將對刀數據輸入到相應的存儲位置。
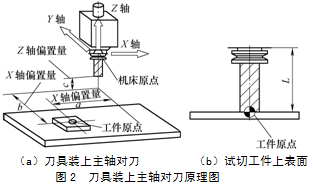
參考前述數控車床對刀原理可以看出,對刀操作的實質是確定任意刀具刀位點到達工件坐標系原點時的機床坐標,并記錄在機床里面,從而完成兩個坐標系之間坐標的轉換,并且確定相對應的機床坐標,此時刀具有明確的機床運動。下面以Fanuc數控銑床XK7145A兩種情況為例,將工件坐標系的原點設置在長方體工件上表面的中心處(見圖2),簡要介紹其對刀基本原理。
情景一:刀具裝上主軸對刀。先將機床參考點回零后,機床原點歸于正向極限位置。通過對刀后,機床坐標顯示為(a,b,c),即各軸偏置量,如圖2a所示。刀長為L,如圖2b所示,則工件坐標系原點在機床坐標系中的位置為(a,b,c-L)。
設任意編程坐標為A(m,n,o),則將此點坐標轉換到機床坐標系里面的坐標為(a+m,b+n,o+c-L),而此時相應的機床坐標(主軸端面中心)為(a+m,b+n,o+c-L +L),即(a+m,b+n,o+c)(與刀長無關),此時刀具有明確的機床運動坐標。
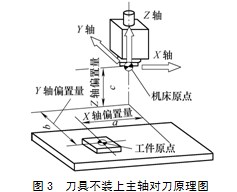
情景二:刀具不裝上主軸對刀(見圖3)。先將機床參考點回零后,機床原點歸于正向極限位置。通過對刀后,機床坐標顯示為(a,b,c), 如圖3所示,即各軸偏置量,則工件坐標系原點在機床坐標系中的位置為(a,b,c)。
設任意編程坐標為A(m,n,o),設刀長為L,則將此點坐標轉換到機床坐標系里面的坐標為(a+m,b+n,o+c),而此時相應的機床坐標(主軸端面中心)為(a+m,b+n,o+c+L)(與刀長無有關),此時刀具有明確的機床運動坐標。
此種情況對刀必須知道刀具長度L,其長度一般通過機外對刀儀對刀測量獲得。
2.數控銑床對刀應用示例
此種情況對刀必須知道刀具長度L,其長度一般通過機外對刀儀對刀測量獲得。
2.數控銑床對刀應用示例
現僅對數控銑床對刀應用操作作一個示例介紹。
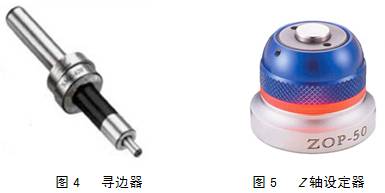
(1)對刀操作基本條件。①尋邊器,完成水平方向的對刀(見圖4)。②Z軸設定器,完成高度方向的對刀(見圖5)。
(2)對刀操作基本步驟。①將尋邊器上、下部分人為稍偏心,裝于主軸。②選擇“MDI”操作方式,輸入“M03 S600”啟動主軸正轉。③通過“手輪”(或“手動”)模式使刀具靠近工件。④Y方向對刀。⑤X方向對刀。⑥Z方向對刀。⑦檢驗對刀的正確性。
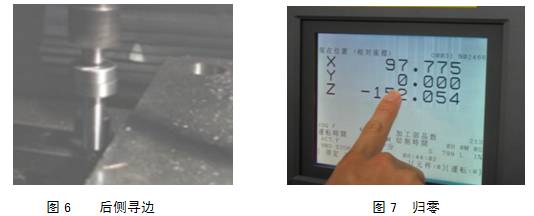
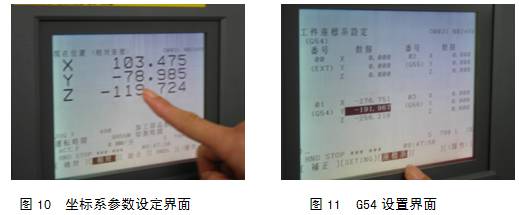
Y方向對刀:通過調節手輪使尋邊器與工件一側面與刀具接觸,當刀具接近工件時,注意調整手輪的步距,選擇“×10”檔,當尋邊器上下部分由偏心運動轉為同軸運動時,其狀態由抖動變為近似靜止狀態,如圖6所示,此時認為已找到該側面;按下“POS”鍵、軟鍵“相對”或“綜合”,輸入Y,按“歸零”軟鍵,如圖7所示;操縱主軸使尋邊器向上抬起,使之離開工件上表面一定距離,通過操作手輪使尋邊器與工件另一側面接觸,找正判別方法與上述相同,如圖8所示;記下CRT上顯示的“現在位置(相對坐標)”下的Y值,計算出Y1=Y/2;操作手輪,Z軸抬刀,再沿Y方向移動工作臺至CRT上顯示的“現在位置(相對坐標)”下的Y值為Y1的位置,如圖9所示;在G54(注意:必須與加工程序中的選擇工件坐標系指令一致)下設置Y值;按MDI鍵盤上的“OFFSET SETTING”鍵,按“坐標系”軟鍵,進入坐標系參數設定界面(見圖10、圖11),用方位鍵“↓”將光標移至G54坐標參數設定區,將光標移至Y的坐標,輸入Y0, 按“測量”軟鍵。
Y方向對刀:通過調節手輪使尋邊器與工件一側面與刀具接觸,當刀具接近工件時,注意調整手輪的步距,選擇“×10”檔,當尋邊器上下部分由偏心運動轉為同軸運動時,其狀態由抖動變為近似靜止狀態,如圖6所示,此時認為已找到該側面;按下“POS”鍵、軟鍵“相對”或“綜合”,輸入Y,按“歸零”軟鍵,如圖7所示;操縱主軸使尋邊器向上抬起,使之離開工件上表面一定距離,通過操作手輪使尋邊器與工件另一側面接觸,找正判別方法與上述相同,如圖8所示;記下CRT上顯示的“現在位置(相對坐標)”下的Y值,計算出Y1=Y/2;操作手輪,Z軸抬刀,再沿Y方向移動工作臺至CRT上顯示的“現在位置(相對坐標)”下的Y值為Y1的位置,如圖9所示;在G54(注意:必須與加工程序中的選擇工件坐標系指令一致)下設置Y值;按MDI鍵盤上的“OFFSET SETTING”鍵,按“坐標系”軟鍵,進入坐標系參數設定界面(見圖10、圖11),用方位鍵“↓”將光標移至G54坐標參數設定區,將光標移至Y的坐標,輸入Y0, 按“測量”軟鍵。
X方向對刀:X方向對刀的操作過程類似于Y方向的對刀過程,不再贅述。
Z方向對刀:①主軸不轉,將Z軸設定器置于工件上表面,如圖12所示。②操作手輪,使刀具與軸設定器心軸的上表面剛好接觸,燈亮(見圖13)即停止刀具Z向運動。③在G54下設置Z值:按MDI鍵盤上的“OFFSET SETTING”鍵,按“坐標系”軟鍵,進入坐標系參數設定界面,用方位鍵↓將光標移至G54坐標參數設定區,將光標移至Z的坐標,輸入(Z0- Z軸設定器的高度值),按“測量”軟鍵。
如果沒有Z軸設定器的情況下,可以采取試切工件上表面的方法,即讓刀具轉動,在工件上表面輕輕刮起一層切屑為找正標準,再輸入Z0即可)。
檢驗對刀的正確性:①X、Y坐標檢驗:操作手輪使刀具在Z方向離開工件上表面一定的距離;選擇MDI模式;按下PROG鍵;輸入“G54 G00 X0 Y0 ;”;按下“循環啟動”按鈕,觀察刀具是否到達(X0,Y0),到達設定位置,說明對刀正確,否則錯誤。②Z坐標檢驗:操作手輪使工件遠離機床主軸軸線。選擇MDI模式;按下PROG鍵;輸入“G54 G01 Z0 F300 ;”;按下“循環啟動”按鈕,注意觀察刀具下降的過程,如果刀位點到達設定的Z0位置后停下來,說明對刀正確,如果刀具端面超過工作上表面而未停止,立即按下“急停”按鈕。
3.結語
3.結語
通過以上內容的探討,使操作者對數控機床對刀操作有一個深刻的認識,使操作者在設置刀補和靈活處理尺寸公差時有據可依,從而避免了尺寸超差,保障了公司產品質量。
(本文刊登于《金屬加工(冷加工)》雜志2015年第23期,作者單位:廣東理工職業學院,中山金屬制品有限公司 )
(本文刊登于《金屬加工(冷加工)》雜志2015年第23期,作者單位:廣東理工職業學院,中山金屬制品有限公司 )






